As core equipment in construction, mining, and infrastructure sectors, engineering vehicles rely heavily on the reliability of their bearings, which directly determine overall operational efficiency and safety. Bearings, as critical components for power transmission and friction reduction, can cause minor issues like equipment noise and increased vibration if improperly selected, or even major failures such as bearing seizure and shaft fracture,leading to downtime losses. Precisely matching bearings hinges on three core parameters: rotational speed, load, and temperature—these act as the “3D coordinates” of bearings, determining the final selection of bearing type, material, and precision grade.
I. Rotational Speed: The Red Line of Bearing “Running Speed”
Rotational speed refers to the rotation rate of a bearing’s inner or outer ring, typically measured in revolutions per minute (rpm). It directly affects bearing heat generation, centrifugal force, and lubrication efficiency, making it the primary constraint in selection.
1. Compatibility Between Speed and Bearing Type
Different bearing types have vastly different speed tolerances due to structural differences:
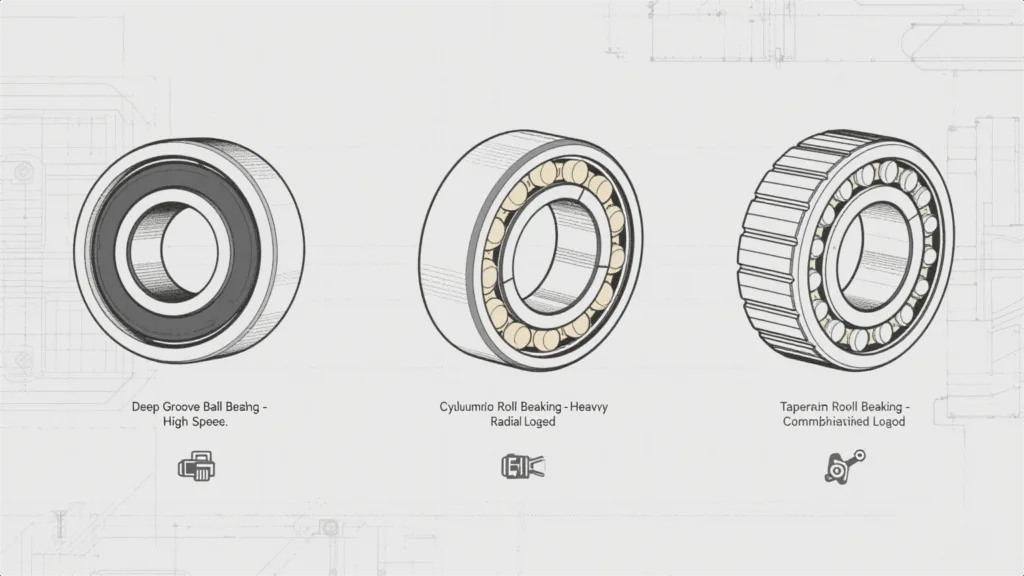
- Deep groove ball bearings: With a simple structure and low friction coefficient, they adapt to high speeds (over 10,000 rpm), suitable for high-speed rotating components like gearboxes and hydraulic pumps in engineering vehicles. Their spherical rolling elements ensure uniform contact stress distribution and low heat generation at high speeds.
- Cylindrical roller bearings: Due to line contact between rollers and raceways, they offer strong load-carrying capacity but slightly inferior high-speed performance, typically suitable for 5,000-8,000 rpm scenarios such as drive axle main shafts in engineering vehicles.
- Tapered roller bearings: Capable of withstanding both radial and axial loads, but their large contact angle causes increased heat generation at high speeds. Speed is recommended to be controlled below 3,000 rpm, making them ideal for low-speed, heavy-load parts like steering knuckles in loaders.
2. Risks of Excessive Speed and Countermeasures
Exceeding the designed speed limit causes two major issues: intensified friction between rolling elements and cages, leading to rapid temperature rise and grease failure; and excessive centrifugal force potentially deforming or breaking cages. Countermeasures include:
- Selecting high-precision bearings(e.g., P5, P4 grades) to reduce vibration and eccentricity at high speeds;
- Adopting oil mist lubricationor circulating oil lubrication instead of traditional grease lubrication to enhance heat dissipation;
- Prioritizing lightweight cages(e.g., brass, phenolic resin materials) to reduce centrifugal force impact.
II. Load: The Bottom Line of Bearing “Load-Carrying Capacity”
Load refers to the total force borne by the bearing, including radial load (perpendicular to the axis), axial load (parallel to the axis), and combined load (a mix of both). Load magnitude and direction directly determine bearing size, material strength, and service life.
1. Load Type and Bearing Selection
- Pure radial load: For components like drive shafts in engineering vehicles, deep groove ball bearings or cylindrical roller bearings are preferred. Cylindrical roller bearings, with their line contact design, offer 2-3 times higher radial load capacity than same-size ball bearings, suitable for heavy-duty drive shafts in mining dump trucks.
- Pure axial load: For slewing rings in cranes, thrust ball bearings or thrust roller bearings are first choices. Thrust roller bearings, with tapered rollers, withstand larger axial forces, ideal for steering mechanisms in large-tonnage engineering vehicles.
- Combined load: Most engineering vehicle bearings endure combined loads (e.g., boom cylinder bearings in excavators bearboth radial and axial forces). In such cases, tapered roller bearings or angular contact ball bearings are more suitable. Tapered roller bearings can flexibly adapt to different radial-axial load ratios by adjusting contact angles.
2. Relationship Between Load Magnitude and Service Life
Bearing life follows a “load-life curve”: exceeding the design load by 10% may shorten life by over 50%. Thus, a safety factor is necessary during selection—typically 1.2-1.5 for engineering vehicle bearings (increased to 1.5-2.0 for heavy-load conditions like mining trucks). For example, if a loader bearing actually bears an 80kN radial load, the selected bearing should have a basic dynamic load rating of at least 96kN (80×1.2).
III. Temperature: The Limit of Bearing “Working Environment”
Temperature refers to the sum of ambient temperature and the bearing’s self-generated heat during operation, usually measured in ℃. High temperatures accelerate bearing material aging, grease failure, and even cause metal phase transitions, reducing hardness.
1. Multi-Dimensional Impact of Temperature on Bearings
- Material performance: Ordinary bearing steel (GCr15) gradually loses hardness above 120℃; above 200℃, internal structure changes, significantly reducing load-carrying capacity.
- Lubrication effect: Mineral-based greases soften at 80-100℃ and easily washed awayabove 120℃; synthetic greases (e.g., polyurea greases) tolerate 150-200℃ but cost more.
- Fit clearance: High temperatures cause thermal expansion of bearings, shafts, and housings. Improper initial clearance design may lead to “shaft seizure” or “loosening” failures.
2. Bearing Solutions for High-Temperature Conditions
For common high-temperature scenarios in engineering vehicles (e.g., bearings near engines, equipment operating in desert areas), selection strategies include:
- Material upgrading: Using high-temperature bearing steel(e.g., Cr4Mo4V) or ceramic bearings (silicon nitride materials) that tolerate temperatures above 300℃;
- Lubrication optimization: Adopting synthetic greases or solid lubricants (e.g., molybdenum disulfide coatings);
- Clearance adjustment: Increasing radial bearing clearance (e.g., C3, C4 groups) to reserve space for thermal expansion.
IV. Comprehensive Matching Steps: A Guide from Parameters to Selection
Precisely matching engineering vehicle bearings requires a three-step process: “parameter measurement → type screening → performance verification”:
- Parameter measurement: Determine actual operating parameters via equipment manuals or on-site testing—speed range (e.g., 1,500-3,000 rpm for gearbox bearings), maximum load (e.g., 120kN radial load for drive axle bearings), and ambient temperature (e.g., -10℃~60℃ for mining trucks in summer).
- Type screening: Preliminarily select types based on parameter combinations. For example, a slewing ring in an excavator bearing 50kN radial load, 30kN axial load, 100 rpm speed, and -20℃~80℃ temperature can use double-row tapered roller bearings (resistant to combined loads) + GCr15SiMn material (tolerant to medium temperatures) + C3 clearance (adapting to temperature changes).
- Performance verification: Verify life using the bearing life formula (L10 life = (C/P)³×10⁶ revolutions, where C is basic dynamic load rating and P is actual load), while checking material hardness retention at high temperatures and centrifugal force safety factors at high speeds.
V. Conclusion: Parameter Matching is the Cornerstone of Reliability
The complex operating conditions of engineering vehicles impose strict requirements on bearings, with speed, load, and temperature acting as a “triangular support” for scientific bearing selection. Neglecting any parameter may lead to significant consequences. By accurately measuring parameters, scientifically matching types, and optimizing materials and lubrication schemes, not only can bearing life be extended by over 30%, but equipment downtime due to failures can also be reduced, ensuring efficient operation of engineering vehicles.
